



一、鋼筋網片在焊接時,放炮飛濺多焊不牢鐵絲有銹太臟,拔絲粉太多需更換鐵絲,調整焊接時刻早晚以下柱頭下行到低點開始焊接,柱頭壓力小,調整上梁兩邊拉桿,使壓力佳。柱頭磨損太多、雜物太多、需修補柱頭。
二、柱頭各接線部位接觸不良,需把各接頭部位整理干凈,螺絲上牢。開機運行不焊接(檢查焊接時刻早晚。檢查各變壓器接線是否正確。變壓器與柱頭正確接線方法為:變壓器輸出端上下所對應的一組接線柱為一回路。這一組接線柱所接下柱頭與上柱頭成一回路。否則不焊接。
三、緯絲不漏或漏雙絲。緯絲拋絲輪勾絲部位空隙太小則不勾絲,空隙太大則勾雙絲。緯絲漏斗所調空隙應為所焊絲經的尺度,使緯絲成為一排順次下滑。焊完后緯絲邊不齊(調整緯絲拍子。調整緯絲漏絲定位板 .徑絲每次進入焊接部位不準或長短不齊,徑絲跑車兩行程開關螺絲松動,調好后上緊。徑絲不直。下柱頭座入口雜質太多需整理。










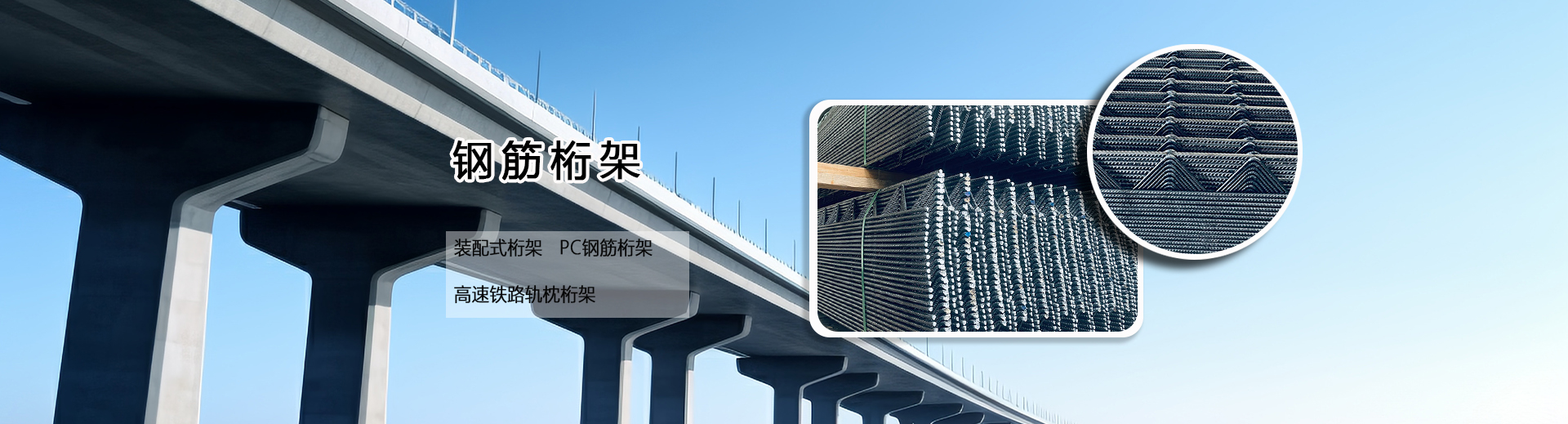
1、檢查鋼筋網片的長度、直徑、網距及質量是否符合設計和規范要求。
2、檢查鋼筋網片是否直順、除銹、除油、擦拭干凈。
3、檢查鋼筋網片是否焊接牢固,焊條和焊縫是否符合設計和規范要求。
4、環境溫度低于-20℃和雨天、雪天時,不宜施焊。
5、未冷卻的接頭不得碰到冰雪。
6、鋼筋網片的尺寸和外觀檢查應符合下列要求:
①長度、寬度、網距的允許偏差:±10mm。
②對角線之差不大于10mm。
③鋼筋表面不得有裂紋、折疊、結疤、凹坑、油污及銹蝕等缺陷。
④交叉點開焊:不得大于整網片的1%且任一根不得大于本根焊點總數的1/2。網片外邊焊點不得開焊。
⑤焊點處可有不大的毛刺和表面浮銹。

鋼筋混凝土面層加固法,其施工工藝簡單,適應性強,可以較大幅度磚墻的承載能力,抗彎剛度和其墻體的延展性。同時可改變其自振頻率,使正常使用階段的性能得到很好的改善。且其主要適用于原墻沒有裂縫并以剪切為主的實心墻、多孔空心磚墻和240mm厚的空斗磚墻。
外部粘鋼加固法屬于較為傳統的加固方法。其是用膠粘劑把鋼板或鋼筋網片粘貼在墻體開裂部分已達到加固的目的。其常用的粘膠劑通常以環氧樹脂為主,該種方法施工簡便快捷,對生產和生活影響小,基本上不用改變構件的外形和內部使用空間就能大大的墻體的承載能力。其主要適用于不允許增加原構件截面尺寸,但可大幅度截面承載力墻體的加固。

您好,歡迎蒞臨安固源,歡迎咨詢...
 觸屏版二維碼 |





